「どの誘導炉を選んだらよいか分からない」「構造や仕組みが複雑で不安」──そんな悩みはありませんか?
近年、国内の金属加工現場では【導入炉の省エネ効果が向上】する事例や、高周波誘導炉の導入によって生産効率が向上した実績が続々と報告されています。特に、強力な誘導コイルや高性能な冷却システムの採用により、高温領域での安定運転や製品歩留まり改善も実現しています。
誘導炉の構造や動作原理を正しく理解することは、ムダな設備投資や予期せぬトラブルによるコスト増大を防ぐ重要な第一歩です。本記事では、誘導炉の基本構造から動作原理、主要部品の技術トレンド、高周波と低周波の炉種別比較、他種加熱炉との違いまでを多角的に解説します。
最後まで読み進めていただくことで、「どの誘導炉が自社に最適か」を、現場目線で確実に理解できます。
誘導炉の基本構造と動作原理
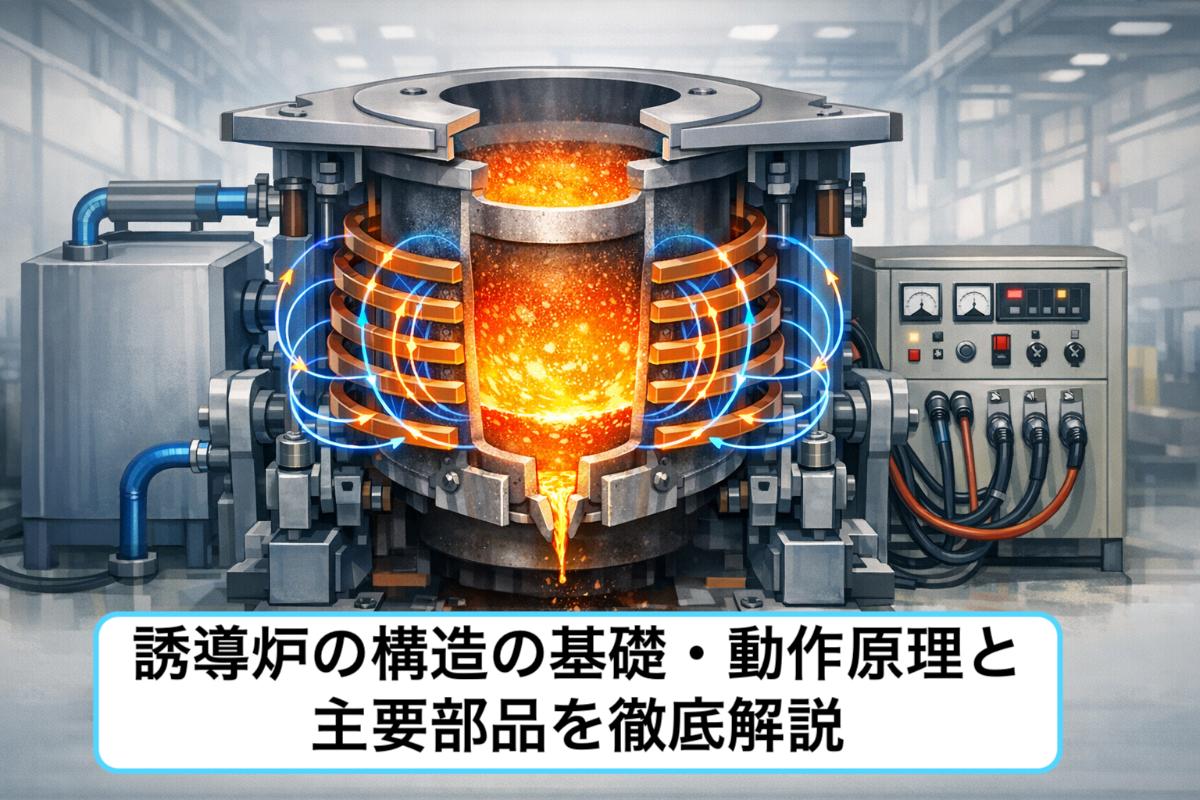
誘導炉は、金属を効率的に加熱・溶解するための電気加熱装置です。内部に設置されたコイルに交流電流を流すことで強力な磁場を発生させ、金属に電磁誘導を起こします。この仕組みにより、金属内部に発生した渦電流がジュール熱を生み出し、効率的な加熱と溶解が可能となります。高周波誘導炉や低周波誘導炉など用途や目的によって選択されるタイプが異なり、鋳造や鍛造、試験研究など幅広い分野で使用されています。誘導炉は高温環境下でも安定した制御ができるため、多様な材料や合金の加工に最適です。
誘導炉の定義と種類
誘導炉とは、電磁誘導の原理を応用して金属を溶解・加熱する電気炉の一種です。主にコア型とコアレス型に分けられます。
| 分類 | 特徴 | 主な用途 |
|---|---|---|
| コア型 | 鉄心(コア)があり、効率的に磁束を集中できる。 | 鋳造、低周波加熱 |
| コアレス型 | コアがなく、るつぼを囲むコイルで直接金属を加熱。 | 高周波加熱、精密溶解 |
| 溝形誘導炉 | るつぼに溝があり、溶湯の流動性が高い。 | 鋳鉄・青銅溶解 |
コア型は大容量・連続運転向き、コアレス型は小型・多品種少量生産や高周波加熱に適しています。これらの違いを理解することで、装置選定や工程設計に役立ちます。
電磁誘導の物理原理
誘導炉の本質は電磁誘導現象にあります。コイルに交流電流を流すと、周囲に交番磁界が発生。この磁界が金属材料を貫通するとき、金属内部に渦電流が誘起されます。渦電流は金属の電気抵抗によってジュール熱となり、材料自体が発熱します。
- 電磁誘導:交流コイル→磁界発生→金属内部に電流発生
- 渦電流:金属内部でループ状に流れる電流
- ジュール熱:渦電流×電気抵抗による発熱
このプロセスは非接触かつクリーンな加熱を可能にし、高効率で温度制御性にも優れます。高周波・低周波の使い分けにより、加熱対象や深さを自在に調整できます。
金属溶解における熱伝導と表皮効果
誘導加熱では、加熱される金属の表面付近に電流が集中する表皮効果が重要です。高周波電流を用いると、加熱深さが浅くなり、短時間で表面温度が上昇します。一方、低周波では熱がより深部まで浸透しやすく、均一な加熱が可能です。
| 周波数 | 加熱深さ | 主な特徴 |
|---|---|---|
| 高周波 | 浅い(表面加熱) | 急速加熱、精密加工向き |
| 低周波 | 深い(内部加熱) | 均一加熱、大容量溶解向き |
この特性を活用し、溶解や加熱の目的・材料の種類によって最適な周波数帯を選定します。熱分布を均一に保つため、炉内の撹拌や断熱構造も重視されます。
誘導炉の温度制御と安全設計
誘導炉では温度制御が生産性と品質の鍵を握ります。高精度な温度測定機器や自動制御システムを導入することで、常に安定した加熱環境を維持できます。特に金属溶解では温度の過剰上昇や不均一加熱を防ぐため、冷却システムや断熱材の選定が重要です。
- 主な制御技術
- PID制御による自動温度調整
- サーモカップルや分光式センサーによるリアルタイム測定
- 冷却水循環システムによる装置保護
また、漏電や過熱防止、緊急停止装置の設置など、安全面にも十分配慮されています。これらの対策により、安定した操業と作業者の安全が確保されています。
誘導炉の主要構造部品と機能詳細
誘導炉は、金属の溶解や加熱を効率的に行う装置として、多くの製造現場で採用されています。主要な構造部品には、誘導コイル、るつぼ、電源装置、制御システムがあり、それぞれが高温環境下で安定した性能を発揮するために最新技術が取り入れられています。各部品の役割と特徴を理解することで、より適切な機種選定や運用が可能となり、製造効率や安全性の向上につながります。
誘導コイルの設計とコア材質
誘導コイルは、交流電流によって強い磁場を発生させる重要な部品です。高周波コイルは表面加熱向きで、主に小型部品や急速加熱に使用されます。一方、低周波コイルは加熱深度が大きく、大型素材や均一加熱に適しています。コア材質には、耐熱性・絶縁性に優れた銅や特殊合金が使われ、損失を最小限に抑えつつ高効率な加熱が実現できます。
| 項目 | 高周波コイル | 低周波コイル |
|---|---|---|
| 用途 | 表面加熱、小型部品 | 深部加熱、大型素材 |
| 特徴 | 急速加熱、精密制御 | 均一加熱、エネルギー効率重視 |
| コア材質 | 銅、特殊合金 | 銅、鉄系材料 |
コイル冷却システムの技術革新
コイル冷却は、安定した加熱と装置耐久性の維持に欠かせません。最新の水冷方式は、冷却水の流路設計を最適化し、熱交換効率を大幅に向上させています。また、コイルの絶縁強度を高めるために、耐熱樹脂やセラミック絶縁材料の採用が拡大しています。これにより、高出力運転時の安全性と長寿命化が実現し、メンテナンス頻度も低減されています。
- 強制循環型水冷システムで急速冷却を実現
- 高耐熱絶縁材料で絶縁破壊リスクを抑制
- 状態監視センサーで温度・流量をリアルタイム測定
るつぼの種類と材質特性
るつぼは、金属を直接溶解する容器であり、材質選定が溶解効率や耐久性に大きな影響を与えます。セラミック製るつぼは高温・耐薬品性に優れ、非導電性のため主に高周波誘導炉で採用されます。導電性るつぼ(グラファイトなど)は、低周波誘導炉での効率的加熱に適しています。
| 材質 | 特徴 | 使用例 |
|---|---|---|
| セラミック | 非導電性、高耐熱・耐薬品性 | 鋳造、研究用 |
| グラファイト | 導電性、熱伝導性良好 | 大型溶解炉、量産現場 |
| 金属合金 | 耐久性、コストバランス | 特殊溶解、試験用 |
電源装置と制御システム
電源装置は、コイルへ安定した高周波・低周波電流を供給する要となります。最新のデジタル制御技術やPLL(位相同期ループ)位相制御により、出力調整や加熱プロファイルの最適化が容易になりました。これにより、異なる材質や形状の金属にも柔軟に対応でき、製品品質のばらつきを抑えることが可能です。
- デジタルインバータによる高精度出力制御
- 自動温度フィードバックで安定加熱
- タッチパネル式操作で作業効率向上
- ネットワーク対応で遠隔監視・データ解析も実現
これらの構造部品と機能の進化により、誘導炉は金属溶解や加熱加工の現場で不可欠な装置となっています。効率・安全・制御性のすべてを高める最新技術の導入が、今後のものづくり現場の競争力につながります。
高周波誘導炉と低周波誘導炉の詳細比較
高周波誘導炉と低周波誘導炉は、金属の溶解や加熱に用いられる代表的な電気炉です。両者は電磁誘導を利用して金属に熱を発生させますが、周波数や構造が異なるため、用途や導入効果に明確な違いがあります。主な違いを以下の表にまとめます。
| 特徴 | 高周波誘導炉 | 低周波誘導炉 |
|---|---|---|
| 周波数 | 数十kHz~数MHz | 数十Hz~数kHz |
| 加熱特性 | 表面加熱(表皮効果大) | 均一加熱(深部まで熱が伝わる) |
| 撹拌力 | 弱め | 強い |
| 適用例 | 焼入れ、表面処理、小型部品溶解 | 大量溶解、合金製造、撹拌が重要な工程 |
| メリット | 高速加熱、高精度な温度制御 | 均一加熱、大容量処理、合金均質化 |
| デメリット | 部品コスト高、冷却・制御が難しい | 設備が大型化、消費電力増大 |
これらの特性を踏まえ、目的に合った誘導炉を選定することが重要です。
高周波誘導炉の構造的特徴と用途
高周波誘導炉は、コイルに高周波電流を流すことで強い磁場を発生させ、金属表面に集中的に渦電流を生じさせます。この構造により表皮効果が強調され、金属表面のみが効率的に加熱されます。主な特徴は以下の通りです。
- 高速加熱が可能で、短時間で目的の温度に達します
- 温度制御性が高く、熱処理や焼入れなど精密加工に適しています
- 装置の小型化が可能で、限られたスペースにも設置しやすい
用途例としては、シャフトやギアの表面焼入れ、線材の加熱、精密部品の局所加熱などがあります。これらの工程では高周波誘導加熱装置が多く採用されており、特に金属表面の強度向上や摩耗対策に有効です。
低周波誘導炉の構造的特徴と用途
低周波誘導炉は、コイルに低い周波数の電流を流すことで、金属全体に渦電流を発生させ、均一な加熱と強い撹拌効果を得られる点が大きな特徴です。
- 溶湯全体が加熱されるため、合金成分の均質化が図れます
- 撹拌力が強く、溶解金属にムラが生じにくい
- 大容量処理に適しており、鋳造や大規模な金属製造現場で重宝されています
適用分野は、アルミ合金、銅合金、鉄鋼など多様な金属の大量溶解や、均一な材料特性が求められる製品の製造です。低周波誘導炉は高温・均一溶解が必須の産業分野で多く導入されています。
両炉種の選定基準とコスト比較
誘導炉の選定にあたっては、加熱効率、メンテナンス性、初期投資・運用コストなど多角的な視点が必要です。下記の表に主な比較ポイントをまとめます。
| 項目 | 高周波誘導炉 | 低周波誘導炉 |
|---|---|---|
| 加熱効率 | 高い(局所加熱に最適) | 全体加熱で効率良好 |
| メンテナンス | コイル冷却等の管理が重要 | 構造が比較的シンプル |
| 初期費用 | やや高い(精密部品多い) | 大型化でコスト増傾向 |
| ランニングコスト | 制御や冷却で高め | 消費電力大きい場合あり |
選定ポイント
- 精密加工や省スペース重視なら高周波誘導炉
- 大量溶解や材料均質化重視なら低周波誘導炉
高周波・低周波誘導炉のトラブル事例と対策
実際の運用現場では、誘導炉に関連するさまざまなトラブルが発生します。その主な事例と対策を箇条書きで紹介します。
- コイルの発熱・断線
→冷却水の流量や温度管理を徹底し、定期的な点検を行う
- 溶解金属のムラ(低周波)
→撹拌条件の最適化や投入材料の前処理で防ぐ
- 高周波ノイズによる電子機器障害
→装置のアースやシールド強化、配置見直しを行う
- 耐火材の損耗
→高温部の点検を強化し、摩耗部位の早期交換を実施
これらの課題は、専門業者への早期問い合わせや、マニュアルに基づく定期点検によって未然に防ぐことが可能です。
誘導炉と他種電気炉・加熱炉の構造比較
誘導炉は、金属を効率よく溶解・加熱するために設計された装置で、主に電磁誘導の原理を利用します。他にもアーク炉や抵抗炉など複数の電気炉が存在し、それぞれ構造や用途、強みが異なります。下記のテーブルで主要な電気炉の構造と特徴を比較します。
| 炉種 | 主な加熱原理 | 構造上の特徴 | 主な用途 |
|---|---|---|---|
| 誘導炉 | 電磁誘導 | コイル・るつぼ・冷却装置 | 鋳造・溶解・鍛造 |
| アーク炉 | 電気アーク | 電極・炉体・排煙装置 | 高温溶解・精錬 |
| 抵抗炉 | 抵抗加熱 | 発熱体・断熱材・炉室 | 焼成・熱処理・焼鈍 |
誘導炉は金属内部に直接電流を流すことで加熱効率が高く、均一な温度制御が可能です。一方、アーク炉は極めて高温が必要な場合や大量の金属溶解に適しています。抵抗炉は構造がシンプルで幅広い加熱処理に使われます。
誘導炉とアーク炉の物理的・構造的差異
誘導炉は交流電流を流したコイルから発生する磁場によって金属内部に渦電流を発生させ、そのジュール熱で加熱・溶解します。アーク炉は電極間に高電圧をかけてアーク放電を発生させ、その熱エネルギーで金属を溶かします。
- 誘導炉の強み
- 非接触で効率的な加熱
- 高い温度均一性
- 環境負荷が低い
- アーク炉の強み
- 非常に高温の生成が可能
- 大量生産や特殊合金の精錬に最適
用途の選択は生産規模や希望する金属の性質、コスト、安全性など多面的な要素で決まります。
電気炉との違いと特徴比較
電気炉全体の中で誘導炉は、他方式とは異なる特徴を持ちます。以下のテーブルで比較します。
| 比較項目 | 誘導炉 | アーク炉 | 抵抗炉 |
|---|---|---|---|
| 加熱効率 | 高い | 高い | 中~高 |
| 構造の複雑さ | やや複雑 | 複雑 | シンプル |
| 温度制御 | 精密 | 難しい | 容易 |
| 安全性 | 高い | 低め | 高い |
| メンテナンス性 | 良好 | 頻繁 | 容易 |
誘導炉は安全性や制御性で優れており、精密な温度管理が求められる製造現場で高い評価を得ています。また、密閉構造のため作業環境もクリーンです。
各炉種の適用事例と導入コスト
それぞれの炉種には、適切な導入場面があります。導入コストや運用コストも考慮することが重要です。
- 誘導炉
- 精密機械部品や高品質鋳造品の溶解加工で多く採用されている
- 初期コストは中程度だが、運用効率が高く省エネ性に優れる
- アーク炉
- 鉄鋼業界など大量生産ラインで主流となっている
- 導入・維持コストが高いが、大量処理に優れる
- 抵抗炉
- セラミックやガラス製造、焼成工程に多い
- 導入コストは最も低く、多用途に対応
導入前には、用途・要求品質・予算・スペース・将来的な拡張性まで総合的に検討することが重要です。
安全面・メンテナンス性の比較
長期運用を考えるうえで、安全性とメンテナンス性は不可欠な視点です。
- 誘導炉
- 密閉構造で有害ガスの発生が少なく、作業環境がクリーン
- コイルや冷却システムは定期点検が必要だが、部品交換も比較的容易
- アーク炉
- アーク放電による高温・煙や騒音への対策が必須
- 電極や排煙装置の点検が頻繁に必要
- 抵抗炉
- シンプル構造で故障が少なく、修理も簡単
- 長期運用でもコストを抑えやすい
安全教育や定期的な装置点検、消耗品の予備管理が、どの炉種でも安定稼働につながります。
会社概要
会社名・・・株式会社K&K築炉
所在地・・・〒376-0051 群馬県桐生市平井町7−28
電話番号・・・0277-46-8616